Before shipment, XWA Cable confirms that each medium voltage cable order has completed the routine tests required by the approved technical specification and that the test report matches the actual production lot. For IEC 60502-2 кабель, the review normally covers conductor resistance, partial discharge, voltage testing, construction measurements, identification, and the documents defined by the contract. Type tests and sample tests serve different purposes and should not be confused with routine tests.
The goal is not to collect a thick document package. The goal is to connect every drum and test record to the approved cable design. A test report without cable code, voltage designation, размер проводника, drum or lot reference, test method, result, date, and responsible inspection record provides limited traceability.
This article presents XWA Cable’s factory testing, traceability, and document-control perspective for EPC, полезность, and industrial projects. It explains how XWA organizes test evidence and links it to the supplied cable. The MV Power Cable product page provides the commercial product context; this article focuses on acceptance before shipment.
Start By Separating Routine, Sample, And Type Tests
Routine tests apply to manufactured cable lengths according to the standard and project specification. They help detect production defects in the supplied cable. Sample tests apply to selected samples or completed cable at defined frequencies. Type tests validate a cable design or system under more extensive conditions. They do not prove that every new drum has passed every type-test procedure.
Project specifications sometimes use the phrase “all tests” without defining the category. XWA separates routine, sample, type, and special tests because they answer different quality questions. The approved inspection plan states which routine tests apply to manufactured lengths, which sample tests apply to the batch, and which type-test evidence supports the cable design.
| Test Category | Primary Purpose | Typical Evidence | Factory Control Point |
|---|---|---|---|
| Routine test | Check manufactured cable lengths | Lot/drum-linked factory report | Assuming a generic certificate covers the shipment |
| Sample test | Check selected production samples | Batch sample report and measurements | Expecting every drum to receive destructive checks |
| Type test | Validate cable design | Design-specific certificate or report | Using an unrelated design report |
| Special/project test | Meet contract or utility requirement | Approved inspection and test plan | Adding tests after production without agreement |

The Approved Datasheet Is The Test Report’s Reference Point
Testing starts with document control. Before production, XWA confirms cable designation, rated voltage, conductor material and size, conductor screen, Изоляция из сшитого полиэтилена, insulation screen, metallic screen, water blocking, броня, внешняя оболочка, стандартный, длина барабана, and marking. The test report should refer to that approved construction.
If a quotation references 33кВ кабель but the final approved specification uses a 18/30(36)kV designation, the documents must stay consistent. If the approved project requirement changes copper screen area, броня, or sheath after approval, the inspection plan may also change. A report that lists only “MV cable 240 mm2” does not identify the product well enough.
For project selection background, XWA provides the Medium Voltage Cable Selection Guide. The same variables used during selection must appear in production and acceptance records.
Сопротивление проводника: A Basic Test With Commercial Consequences
Conductor resistance confirms whether the conductor meets the applicable requirement after correction to the reference temperature. It can reveal problems with conductor material, поперечное сечение, strand construction, joints, or measurement. The report should state the measured value, correction basis, limit, and result.
XWA checks that the report uses the correct conductor material and size. Copper and aluminum limits differ. Conductor class also matters. A result without units or temperature correction cannot be reviewed properly. If the project includes several sizes, each size needs the correct acceptance limit.
Resistance also connects to project performance. A cable can pass resistance requirements and still need a separate project ampacity or voltage-drop study. Factory resistance testing verifies product conformity; it does not replace system design calculations.
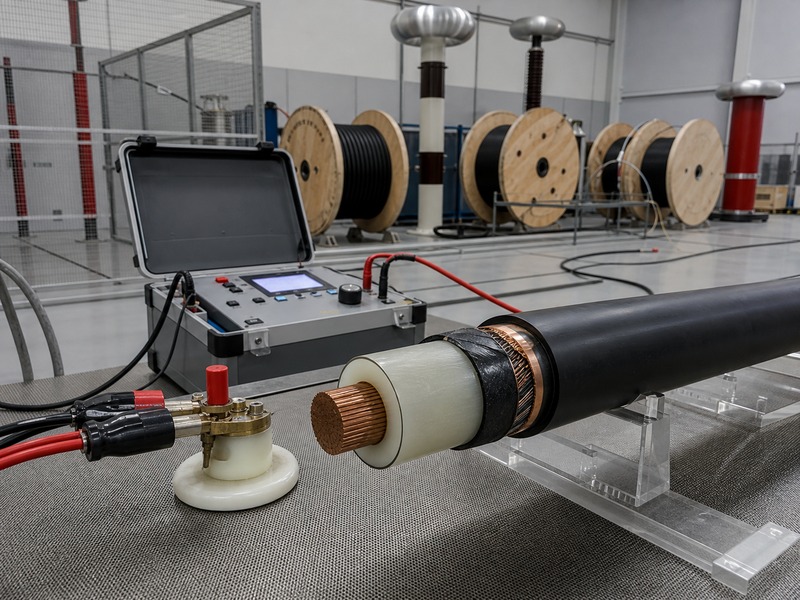
Partial Discharge: Important, But Easy To Oversimplify
Partial discharge testing is central to many MV cable acceptance regimes because defects in the insulation system, screens, or interfaces can create localized electrical discharges. The test should follow the applicable standard and agreed voltage conditions. XWA does not reduce partial-discharge control to a single phrase such as “PD passed.”
The report should identify the cable, test setup or method reference, test voltage, measured level or acceptance statement, background noise control where relevant, and result. The laboratory must use suitable equipment and procedures. Cable ends and test terminations also matter because a poor temporary termination can influence measurements.
A low reported value is not useful if the report cannot be linked to the shipment. Conversely, a test anomaly does not automatically prove the entire production lot is defective. The supplier should investigate the setup, termination, equipment, and cable before deciding on disposition. XWA records the investigation, disposition, and retest whenever a nonconformity occurs.
Voltage Testing Checks Insulation Integrity Under Defined Conditions
Voltage testing applies a specified test voltage for a specified time under the relevant standard or contract. It checks insulation integrity after manufacturing. The exact method and level depend on the cable rating and governing specification. XWA applies the voltage level and duration defined by the applicable standard and approved project specification.
The report should list the rated voltage designation, test voltage, duration, test frequency or method, cable length or drum reference, and result. A simple “high voltage test OK” entry lacks enough information for technical review.
Voltage testing does not prove every aspect of long-term cable performance. It works with construction control, material checks, partial discharge testing, sample tests, and type-test evidence. Acceptance depends on the complete quality plan.
Construction Measurements And Visual Inspection
Electrical tests receive attention, but dimensional and visual checks often catch practical configuration deviations. XWA confirms conductor construction, толщина изоляции, screen dimensions, copper wire or tape screen area, броня, sheath thickness, общий диаметр, marking, and drum length against approved data.
Insulation thickness deserves careful review because MV electric stress depends on the designed insulation system. Screen surfaces and interfaces should be smooth and compatible. Metallic screen construction must match the fault-current and bonding design. Armor must match the installation environment and single-core cable requirements. Outer sheath quality affects moisture protection and handling.
| Inspection Item | What To Match | Common Configuration Error |
|---|---|---|
| Дирижер | Материал, размер, class, strand construction | Wrong material or unclear class |
| Изоляция | Материал, nominal/minimum thickness, cleanliness | Only recording nominal value |
| Metallic screen | Copper wire/tape design and area | Ignoring earth-fault requirement |
| Armor | Material and construction | Using unsuitable armor on single-core cable |
| Outer sheath | Материал, thickness, color, marking | Missing UV, fire, or project requirement |
| Drum | Length, serial number, ends, упаковка | Report not linked to drum list |

XWA Pre-Shipment Documentation Package
A practical pre-shipment package should contain the approved datasheet, inspection and test plan, routine test report, applicable sample-test report, type-test evidence when required, список барабанов, товарная накладная, cable marking details, and pre-shipment photos. The contract may require more or less, but the documents should form one traceable set.
The inspection and test plan should define hold points and witness points before production begins. When the project requires witnessed partial-discharge or voltage tests, XWA schedules the hold and witness points before production. A request made after the cable is packed can cause delay, rehandling, or disagreement.
Photos should show cable markings, drum numbers, cable ends, drum condition, защита, and container loading when required. Photos are not test evidence, but they help verify identity and packing. The new media metadata process should also describe these images accurately in the WordPress library when they support public content.
Прослеживаемость: Connect The Cable, Drum, Lot, And Report
Traceability is the difference between a report and useful acceptance evidence. Each manufactured length should connect to a drum number, cable type, размер, production lot, and test result. The drum list should connect those numbers to shipping documents.
If a project receives fifty drums, XWA’s traceability system shows which tests apply to each length and which sample tests apply to the batch. If a nonconformity affects one lot, the system defines the affected scope without placing the entire shipment under uncertainty.
Factory Acceptance Testing And Third-Party Inspection
Some EPC projects use a factory acceptance test or third-party inspector. This can improve transparency, but only when the scope is clear. An inspector cannot verify an undefined specification. XWA confirms the approved datasheet, test plan, acceptance criteria, document list, and sampling plan before the visit.
The inspector should verify equipment identification and calibration status, cable identity, test conditions, results, marking, drum condition, and document consistency. A short visit cannot replace manufacturing quality control. It checks selected evidence at an agreed stage.
Third-party inspection also does not make an unsuitable cable design suitable. Design approval belongs before production. FAT confirms that the supplied cable and documents match the agreed requirements.
Common Problems In MV Cable Test Reports
- The report lacks drum or lot references.
- The voltage designation differs from the approved contract specification.
- Conductor resistance has no temperature correction or limit.
- Partial discharge is marked “pass” without test conditions.
- Voltage test level or duration is missing.
- The report uses a generic product description.
- Type-test evidence belongs to a different cable construction.
- Screen area, броня, or sheath requirements are absent from inspection records.
- Calibration status is not available when the contract requests it.
- Drum list and packing list use inconsistent identifiers.
How To Handle A Nonconforming Result
A failed or questionable result needs a controlled response. The supplier should identify the affected cable, stop release, investigate the test setup and production record, define the cause, and propose correction or rejection. Retesting should follow the agreed standard and quality procedure.
XWA issues a nonconformity record that preserves the original result, investigation, disposition, corrective action, retest, and approval. The original result remains part of the quality record. Transparent records build more trust than pretending that production never has deviations.
Testing Does Not End At The Factory Gate
Factory tests cannot protect a cable from poor shipping, storage, pulling, изгиб, or termination work. Heavy MV cable drums need suitable packing, chocking, unloading, storage, and end sealing. Installation teams must respect bending radius, pulling tension, and sheath protection.
After installation, project specifications may require sheath tests, insulation checks, VLF or other commissioning tests, or accessory tests. These are separate from factory routine tests. The owner, consultant, поставщик кабеля, and accessory supplier should agree on the commissioning method.
Project Data XWA Confirms Before Production
- Cable voltage designation and system voltage.
- Conductor material, размер, and class.
- Изоляция, screens, metallic screen area, броня, and sheath.
- Applicable standard and project deviations.
- Required routine, sample, type, and special tests.
- Inspection and test plan with hold/witness points.
- Required report format and traceability fields.
- Third-party inspection scope, if any.
- Длина барабана, drum numbering, упаковка, и фотографии.
- Destination port, shipping term, and project schedule.
Часто задаваемые вопросы
Does every MV cable drum need partial discharge testing?
The applicable standard and approved project specification determine the routine test scope. XWA applies the requirement defined by the standard and project specification, and the report identifies the manufactured cable length.
Is a type-test certificate enough for shipment acceptance?
Нет. Type-test evidence validates a design under defined conditions. Shipment acceptance also needs current routine and sample-test evidence, traceability, construction checks, and contract documents.
What should an MV cable routine test report include?
It should identify the cable, размер, Напряжение, стандартный, lot or drum, test method, conditions, measured result, acceptance limit, date, equipment or procedure reference, and approval.
Can EPC Project Teams Witness Factory Tests?
Witnessing can help on critical projects, but the scope and hold points must be agreed before production. Clear documents and traceability remain necessary even when an inspector attends.
Can factory tests guarantee installation performance?
Нет. Factory tests confirm manufacturing conformity under defined conditions. Shipping, storage, pulling, изгиб, jointing, termination, and commissioning still affect project performance.
XWA Factory Quality View
MV cable testing before shipment should create a traceable link between the approved design, manufactured cable, test results, drums, and shipping documents. XWA separates routine, sample, type, and project tests instead of presenting a generic “test certificate.”
For technical configuration and quotation, XWA requires the voltage designation, размер проводника, строительство, screen area, броня, оболочка, стандартный, количество, длина барабана, required tests, witness points, documents, and destination port. XWA Cable can prepare the technical and testing scope for review before production.